焊接论文:高斯移动热源预测焊接变形
杨兵
中国铁建高新装备股份有限公司,云南昆明,650215
摘要:本篇焊接论文:“高斯移动热源预测焊接变形”基于弹塑性理论,结合高斯热流密度公式,利用ansys计算,最终获得了除尘系统角焊缝焊接接头的瞬态温度场、焊接热影响区及焊接变形量,为焊接预变形量的控制提供了参考。
0 引 言
在铁路线路上,重载列车爬较大坡道时,需要在机车车轮处洒沙,以增大车轮与钢轨表面摩擦力,机车洒下的沙子无法自动回收,将散落在铁路道床的表面及周围,若长时间得不到清理,将会掩埋钢轨、堵塞排水沟、破坏道床,危及列车的行车安全[1]。
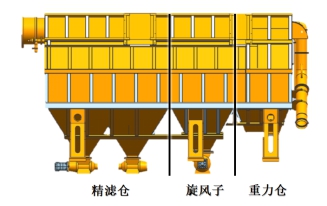
中国铁建高新装备股份有限公司研制的TX-18铁路道床吸污装置用于对洒下的沙子进行收集,其中较为关键的部件之一除尘器用于对含沙气体进行气固分离,除尘器密封要求高,需整体满焊,为了减轻重量,采用薄壁件,焊接变形量大,外形如图1所示。因此,对焊接变形量进行预测,进行焊前反变形十分重要。
图1 除尘器外形图
近年来,研究者致力于弹塑性方法对焊接变形进行预测。Goldak[2]等人总结了热源模型在焊接温度场计算中的应用及发展,主要讨论了高斯热源模型和双椭球热源模型的表面热源和体积热源的分析模型。然后,Cai[3]等人基于热弹塑性方法,并采用了高斯分布表面热源对角焊缝的焊接变形进行了数值模拟,并通过实验验证了该方法的有效性。此外,张锦洲[4]等人采用高斯热源模型对X70管线钢焊接焊接变形进行了数值模拟,预测结果与实测结果基本一致。对综上所述,对于热弹塑性方法,可以精确模拟焊接的整个过程,且预测精度较高。
由此,本文基于弹塑性理论,结合高斯热流密度公式,利用ansys计算,最终获得了除尘系统角焊缝焊接接头的瞬态温度场、焊接热影响区及焊接变形量,为焊接预变形量的控制提供了参考。
1 模型建立
1.1 边界条件
通常,熔焊过程的数值模拟需要解决热流体和应力应变问题。焊接过程中产生的瞬态温度场可由热扩散偏微分方程描述,其形式如下[5]:

(1)
式中,T(x,y,z)为温度(°C),T为时间(s),ρ为密度(kg.m/−3),Cp为比热容(J·kg−1/K) ,λx,λy,λz为笛卡尔坐标系的x、y、z方向上的热导率(W·m−1/K),qv是内部热源的体积密度(W/m−3)。
通常,熔焊过程的数值模拟需要解决热流体和应力应变问题,其特点为基体表面小部分区域短时间迅速升温,且熔池呈现出椭圆状。并且,通常假设焊接热量均匀地施加到焊缝元件上,作为内部热源处理。因此,在本文中焊接热输入为的内部热量施加到焊缝上。综上,本文采用高斯分布的表面/体积热源组合模型和自然对流传热边界条件进行温度场计算。其函数表达式为:
(2)
式中,qm为加热斑点中心最大热流密度;R为焊接电弧有效加热半径;r为点A距加热斑点中心的距离。
为了确定焊接热输入量,角焊缝焊接接头焊接工艺参数设置为:焊接电流I=120 A,焊接电压U=24 V,焊接速度V=10 mm/s,焊接效率η=0.75。根据上述参数,可通过式(4)计算焊接热输入。
(3)
1.2 物理模型及网格划分
角焊缝焊接接头的尺寸如下:竖版长度为300 mm,竖版宽度为300 mm,板材厚度为6 mm,腹板高度为300 mm,腹板宽度为300mm,腹板厚度为6 mm。在本研究中,角焊缝焊接接头网格的尺寸控制在2mm以下。为了提高计算精度,对焊缝处的网格进行细化,并尽可能采用六面体八节点单元。角焊缝焊接接头的焊接细节和有限元模型如图2所示。
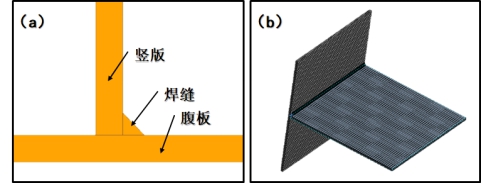
图2 焊缝模型(a)及网格划分(b)
焊接温度场的模拟计算是一种非线性瞬态热分析。材料的热物性参数,如导热系数、比热容量、对流传热系数、熔点和密度,将随温度而变化。在本文中,角焊缝焊接接头的材料为Q345B钢,其热物理性能如表1所示。
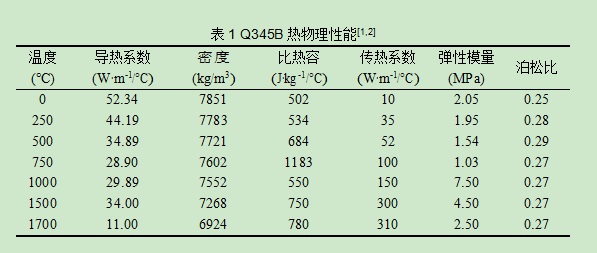
表1 Q345B热物理性能[1,2]
2 结果与讨论
2.1 焊接温度场分析
本篇焊接论文为了探究焊接过程中板材的温度变化,对其不同焊接时刻的温度场进行计算,具体如图3所示。图中,分别显示了焊接时间分别为1 s、10 s、20 s和30 s时的温度场。从图中可以发现,整个熔池的形状类似于非标准半椭球体,熔池中心的温度最高,最高可以达到1738℃,板材边缘位置温度最低,接近室温(20℃)。焊接方向前部等温线密集,后部等温线稀疏。
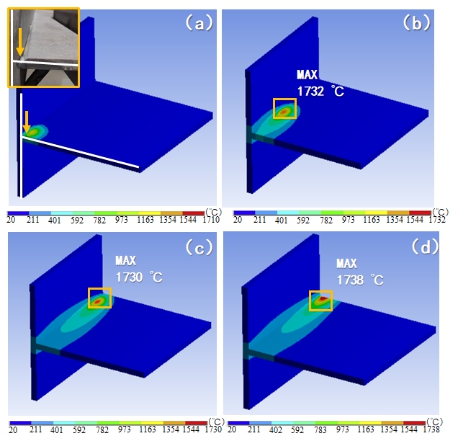
图3 焊接时间为1 s(a)、10 s(b)、20 s(c)及30 s时的温度场
为了探究焊缝在不同时刻的受热情况,在文中选取了焊缝上三个位置,对其温度变化进行探究,具体如图4所示。从图中可以看出,焊缝上不同的位置均受到了加热及冷却的作用。此外,焊接完成后焊件均在60 s后进入冷却阶段,并且最后各点的温度逐渐接近室温。焊接过程中,焊缝的温度变化大,焊缝附近的最高温度可达材料的沸点,离开热源后温度急剧下降。这将导致焊件在不同位置的温度场分布不均,引发焊接变形[6]。
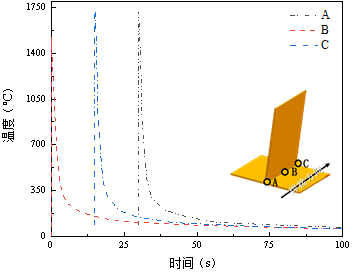
图4 不同焊接位置的温度变化
2.2焊接变形量及焊后残余应力分析
本篇焊接论文为了进一步探究焊接热源对板材焊接变形的影响,本文对其焊接变形进行了计算分析。由于本工作中选择的板材厚度仅为6mm,因此忽略了厚度方向上的应力分布,将焊接接头的应力-应变关系设定为理想弹塑性关系。通过模拟获得温度场的情况下,采用耦合法计算位板材受力变形情况,即将从热分析中所获得的温度场作为载荷应用于后续的有限元分析,计算结果如图5所示。
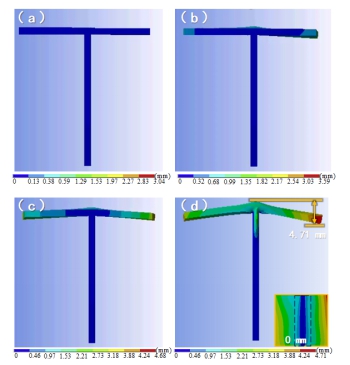
图4 焊接时间为1 s(a)、10 s(b)、20 s(c)及30 s时的焊接变形量
从图中可以看出,随着焊接时间的增加,焊接变形量也随之增加。当焊接时间达到30 s时,焊接变形量最大,其板材端部变形量可以达到4.71 mm,焊缝处变形量为0 mm,这与参考文献中的焊接变形的位置分布基本一致[7]。这是因为,板材端部的受到的焊接热输入最小,而焊缝处受到的热输入量最高,温度场的极度不均匀性导致了了板材端部产生了最大的焊接变形。
同时,对焊后板材的焊接残余应力及纵向/横向塑性应变进行了分析,具体如图5所示。从图5(a)中可以发现,最大焊接残余应力为345 MPa,出现在焊缝中部。这是由于,远离焊缝板材的端部产生较大的焊接变形量,焊接残余应力得到释放。然而,焊缝处焊接变形量基本为0 mm,焊接残余应力难以释放,从而引发应力集中,这与之前焊接变形分析的结果一致。并且,焊缝处的焊接残余应力主要为拉应力,而焊缝外的焊接残余应力主要为压应力。
此外,从图5(b)焊后的纵向的塑性应变远小于横向的塑性应变,这与之前的研究结果一致[8]。焊接过程中,由于温度场的不均匀,会产生焊件的热应力,而不均匀的温度场会使焊缝附近的应力达到材料的屈服极限,导致局部塑性变形。纵向上的均受到焊接热源的影响,温度场较横向方向更为均匀,其塑性变形就远小于横向方向。
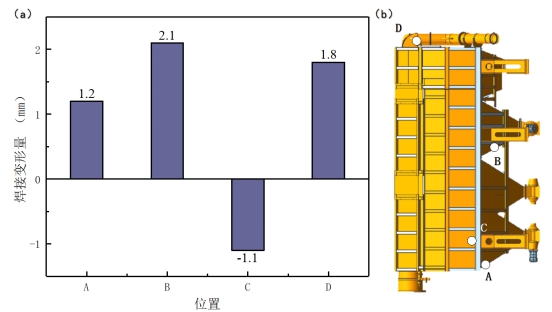
图5 焊接残余应力(a)及焊件纵/横向的塑性应变(b)
-
 关于汽车的论文:多元线性回归分析在汽车制造企业供应商评价关于汽车的论文:多元线性回归分析在汽车制造企业供应商评价指标选择方面的应用 摘要:为了使汽车制造企业构建的供应商评价体系更加有效。把供应商
关于汽车的论文:多元线性回归分析在汽车制造企业供应商评价关于汽车的论文:多元线性回归分析在汽车制造企业供应商评价指标选择方面的应用 摘要:为了使汽车制造企业构建的供应商评价体系更加有效。把供应商 -
 消防论文:消防装备运行保障的问题、对策和措施消防论文:消防装备运行保障的问题、对策和措施 摘要:本篇 消防论文 首先分析探讨了当前消防装备运行保障的现状,并且根据如今消防装备运行保障所
消防论文:消防装备运行保障的问题、对策和措施消防论文:消防装备运行保障的问题、对策和措施 摘要:本篇 消防论文 首先分析探讨了当前消防装备运行保障的现状,并且根据如今消防装备运行保障所 -
 机械工程论文:基于PLC一体机的空气压缩机余热回收控制系统方本篇机械工程论文结合中小型企业的实际情况,采用PLC一体机系统作为控制系统,基本实现了设计成本低、控制可靠、系统维护方便、节能效果明显等几个
机械工程论文:基于PLC一体机的空气压缩机余热回收控制系统方本篇机械工程论文结合中小型企业的实际情况,采用PLC一体机系统作为控制系统,基本实现了设计成本低、控制可靠、系统维护方便、节能效果明显等几个 -
 建筑工程论文发表:海绵城市—道路与绿地空间透水模式的综合本篇建筑工程论文发表通过对海绵城市雨水管控的介绍,结合海绵城市建设技术指南的分析,引出道路空间、绿地空间雨水渗蓄、净化的重要性,总结出透
建筑工程论文发表:海绵城市—道路与绿地空间透水模式的综合本篇建筑工程论文发表通过对海绵城市雨水管控的介绍,结合海绵城市建设技术指南的分析,引出道路空间、绿地空间雨水渗蓄、净化的重要性,总结出透 -
 水利工程论文发表-提高水利工程施工管理质量,探讨水利施工的水利工程论文发表-提高水利工程施工管理质量,探讨水利施工的问题及改进措施 摘要:本篇 水利工程论文发表 主要讲水利工程施工质量对我国社会经济的
水利工程论文发表-提高水利工程施工管理质量,探讨水利施工的水利工程论文发表-提高水利工程施工管理质量,探讨水利施工的问题及改进措施 摘要:本篇 水利工程论文发表 主要讲水利工程施工质量对我国社会经济的
