机械工程论文:基于PLC一体机的空气压缩机余热回收控制系统方案
摘 要:本篇机械工程论文结合中小型企业的实际情况,采用PLC一体机系统作为控制系统,基本实现了设计成本低、控制可靠、系统维护方便、节能效果明显等几个方面的设计要求。空气压缩机余热回收是一项高效环保的余热利用技术,它将空气压缩机运行时产生的废热收集用于加热水,将这些热水用于生产和生活,经济效益十分明显。同时进行热交换后,空气压缩机工作温度的降低,延长了设备的使用寿命。
关键词:PLC一体机;空气压缩机;余热回收;节能环保
1. 前言
空气压缩机广泛应用于工业生产的各个领域。空气压缩机工作中提高空气压力的同时,也产生了大量的压缩热。有资料显示,在空气压缩过程中,真正用于工作的的 电 能消 耗 在 其 总 耗 电 量 中 只 占 约15% ,大约 85% 的电能转化为热量成为废热被浪费掉。[1]将这些余热回收再利用,可以促进能量损耗的减少,能给企业带来巨大的经济效益,也对环境保护做出了很大贡献,空气压缩机在余热回收过程中,进行热交换降低了机器工作温度,机器的故障率相对降低,机器使用寿命得到延长。因此空气压缩机余热回收有着广阔的市场前景,是一个十分有价值的研究方向。本项目从中小企业的出资少、效果明显、维护方便等实际需求出发,选用PLC一体机系统作为控制核心,建立了触屏、上位机系统、PLC控制为一体的集成控制系统,以空气压缩机的工作温度及水温为主要控制参数,实现了项目建造成本低,控制高效可靠的余热回收系统。
2. 系统方案与原理
空气压缩机工作主要是提供具有一定压力的压缩空气,用于生产。在连续工作过程中,机器自身、机油、油气都会产生很高的热量,而空气压缩机必须在规定的工作温度范围内工作,高于规定工作温度就必须散热,传统散热方法是单纯利用风机散热,热量就随风机排放到周边环境中,但研究发现这部分热量的90%理论上可以回收利用的。因此开发余热回收系统变得非常有意义。
系统采用两个循环换热路线,一,将空气压机的油管和油气管与回收机的进油口连接。储水箱的出水口与回收机的进水口连接。在回收机中完成空压机与储水箱冷水的热交换,回收空压机余热。二,在储水箱中的热水达到中水位时会将其输送到保温水箱中,热水箱能够检测水温,按要求将相应水温的热水分别输送到连锅炉补充水、采暖用水、生活用水以及工业热水接口。见图1所示。
循环水箱内,安装有低、中、高水位感应液位开关及温控传感器。所采集的数据信号会通过连接传送到余热回收机控制器相应的端口,作为PLC一体机控制的主要参数。
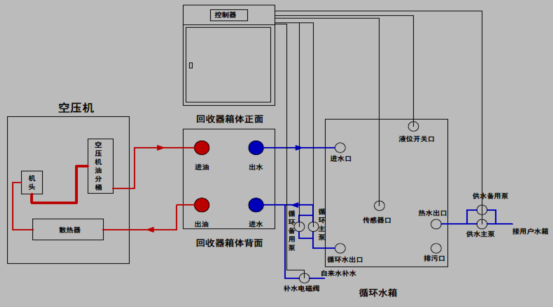
图1 系统流程图
3. PLC一体机在余热回收机的控制原理
3.1控制器控制逻辑
根据企业实际的需求,将控制系统分为加热模块、补水模块、散热模块、热水供应模块,四个独立模块,开机后每个模块运行条件满足时,自动运行,某个模块出现故障时,若其它模块运行条件满足,其它模块将独立运行。各模块工作是依据温度设定值和水位传感器设定值为判断条件。在保证空压机在正常运行状态下,利用余热对循环水进行加热,输送给用户。保证系统运行的,有散热和补水两个辅助模块。见图2所示。
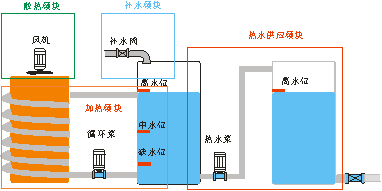
图2 控制系统流程图
3.2上位机设计方案
P L C 一 体 机 集 触 摸 屏 显 示 和 P L C 控 制 于 一体 的 高 度 集 成 的 产 品 。简言之,就是将上位机与下位机集成的产品。它 常 规 有 触 摸 屏 U S B 编 程 口 和 P L C 编 程 口 ( 232 ), 另 触 摸 屏 和 P L C 分 别 有485/232通 讯 口 可 选 。触 摸 屏 支 持 W I N C E 系 统 , 方 便 客 户 操 作。兼 容GXDeveloper8。P L C 兼 容 三 菱 8.86/8.52以 及 以 下 版 本 编 程 软 件。模 拟 量 的 采 样 周 期 可 以 自 行 设 定 。模拟量的采样周期可以自行设定。D8050-D8062分别作用于D8030-D8042。以AD0为例,模拟量输入的采样时间计算方法为,D8050*PLC的扫描时间。如果设置D8050为1,则一个PLC扫描周期采样一次,且刷新一次D8030中的值。设定范围是1-32767。D8050 的值设定值与结果数值稳定性成正比。
P L C一体机 模 拟 量 输 出 直 接 给D8080-8087 寄 存 器 赋 值 即 可 。触 摸 屏 和 P L C 都 可 特 殊 加 密 , 保 护 使 用 者 的 劳 动 成 果 。本系统PLC编程采用GXDeveloper8指令,在梯形图程序控制中,对于温度模拟主要用数据寄存器D,进行接收外部温度传感器的模拟量,把温度传感器的信号端接入PLC一体机的AD0输入端,另外一端接入模拟量输入端口的GND 。当PLC 运行时,AD0对应的数据寄存器D8030的数值传送给D0,再对D0进行除法运算,结果D10就是实际的温度值;梯形图中,也可以直接对D8030的值进行除法运算。当输入是4-20mA或0-20mA模拟量时,实际模拟量值=寄存器读数/200;当输入是0-10V模拟量时,实际模拟量值=寄存器读数/400;当输入是温度时,实际温度值=寄存器读数/1000。由于篇幅原因,梯形图不在此展开讨论。
-
 关于汽车的论文:多元线性回归分析在汽车制造企业供应商评价关于汽车的论文:多元线性回归分析在汽车制造企业供应商评价指标选择方面的应用 摘要:为了使汽车制造企业构建的供应商评价体系更加有效。把供应商
关于汽车的论文:多元线性回归分析在汽车制造企业供应商评价关于汽车的论文:多元线性回归分析在汽车制造企业供应商评价指标选择方面的应用 摘要:为了使汽车制造企业构建的供应商评价体系更加有效。把供应商 -
 消防论文:消防装备运行保障的问题、对策和措施消防论文:消防装备运行保障的问题、对策和措施 摘要:本篇 消防论文 首先分析探讨了当前消防装备运行保障的现状,并且根据如今消防装备运行保障所
消防论文:消防装备运行保障的问题、对策和措施消防论文:消防装备运行保障的问题、对策和措施 摘要:本篇 消防论文 首先分析探讨了当前消防装备运行保障的现状,并且根据如今消防装备运行保障所 -
 机械工程论文:基于PLC一体机的空气压缩机余热回收控制系统方本篇机械工程论文结合中小型企业的实际情况,采用PLC一体机系统作为控制系统,基本实现了设计成本低、控制可靠、系统维护方便、节能效果明显等几个
机械工程论文:基于PLC一体机的空气压缩机余热回收控制系统方本篇机械工程论文结合中小型企业的实际情况,采用PLC一体机系统作为控制系统,基本实现了设计成本低、控制可靠、系统维护方便、节能效果明显等几个 -
 建筑工程论文发表:海绵城市—道路与绿地空间透水模式的综合本篇建筑工程论文发表通过对海绵城市雨水管控的介绍,结合海绵城市建设技术指南的分析,引出道路空间、绿地空间雨水渗蓄、净化的重要性,总结出透
建筑工程论文发表:海绵城市—道路与绿地空间透水模式的综合本篇建筑工程论文发表通过对海绵城市雨水管控的介绍,结合海绵城市建设技术指南的分析,引出道路空间、绿地空间雨水渗蓄、净化的重要性,总结出透 -
 水利工程论文发表-提高水利工程施工管理质量,探讨水利施工的水利工程论文发表-提高水利工程施工管理质量,探讨水利施工的问题及改进措施 摘要:本篇 水利工程论文发表 主要讲水利工程施工质量对我国社会经济的
水利工程论文发表-提高水利工程施工管理质量,探讨水利施工的水利工程论文发表-提高水利工程施工管理质量,探讨水利施工的问题及改进措施 摘要:本篇 水利工程论文发表 主要讲水利工程施工质量对我国社会经济的
