运用质量分析技术降低碳钢阀门整机锈蚀率
摘要:运用质量分析技术分析了影响碳钢阀门整机锈蚀率的主要原因,论述了针对“防锈规程要求漏项”、“缺少打磨防护要求”和“试验后阀门未明确规定摆放要求”等问题制定的质量控制措施,论述了新措施对阀体通道锈蚀的改善结果。
关键词 碳钢阀门;整机锈蚀率;现状调查;要因;工艺措施
1 概述
根据现场到货开箱反馈质量方面存在问题,以及外部顾客的意见和期望:到货质量合格,为了在厂内发货前攻关解决相关问题,严格把守阀门最终检查质量,保证合格产品交付现场,本文在降低碳钢阀门整机锈蚀率方面进行了详细调查,运用质量分析技术降低整机锈蚀率。
2 现状调查
首先对XXX年核电阀门整机最终检验不合格原因分类进行统计,见表1.1。
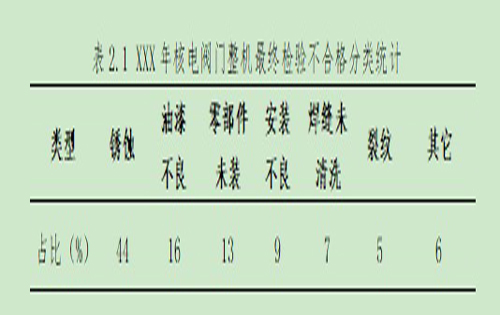
表2.1 XXX年核电阀门整机最终检验不合格分类统计
类型锈蚀油漆不良零部件未装安装不良焊缝未清洗裂纹其它
占比(%)4416139756
为了进一步分析核电阀门整机最终检验不合格率中占比最大的锈蚀问题,对入库的碳钢阀门锈蚀情况进行了统计,参见表1.2。
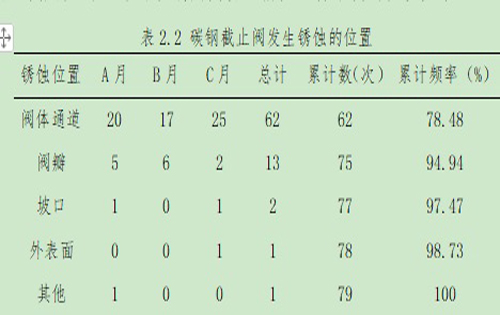
表2.2 碳钢截止阀发生锈蚀的位置
锈蚀位置A月B月C月总计累计数(次)累计频率(%)
阀体通道201725626278.48
阀瓣562137594.94
坡口10127797.47
外表面00117898.73
其他100179100
从锈蚀位置可以看出:阀体通道锈蚀是影响阀门锈蚀率的主要症结。
3 分析
逐一梳理阀门通道锈蚀产生的原因,分析确认了阀门通道锈蚀发生的要因有“防锈规程要求漏项”、“缺少打磨防护要求”和“试验后阀门未明确规定摆放要求”。
3.1 防锈规程要求漏项
(1)查阅防锈规程文件
查阅防锈规程,文件中对碳钢截止阀清洗后的防锈和成品防锈的工艺要点做了比较详细的规定(见图3.1)。
图3.1 防锈工艺规程相关规定
(2)试验后的碳钢截止阀吹干防锈试验验证
依据规程文件中的工艺流程(见图3.2)规定对现场的碳钢截止阀进行了跟踪试验,每一步工序中按照防锈工艺要点进行操作,流程见下图。
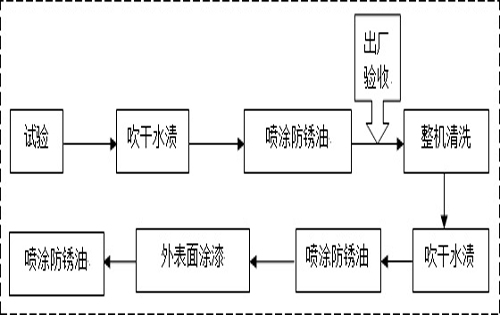
图3.2 工艺流程图
在试验的过程中按照规程中的防锈工艺要点操作后,阀门内腔通道没有锈蚀并且表面光亮。但在这批阀门见证时被告知阀门内腔通道已产生锈蚀,并且内腔通道有杂质附着。
试验后见证前试验描述
一批刚完成出厂试验的阀门。阀门内腔通道没有锈蚀并且表面光亮。当轮到这批阀门见证时阀门内腔通道已产生锈蚀,并且内腔通道有杂质附着。
通过头脑风暴,推断是不是遗漏了工艺? 进一步梳理了阀门的制造工艺流程,到车间利用锈蚀的阀门进行了逆推,发现跟踪的一批锈蚀的阀门在等待出厂验收时,未及时转入下一道清洗防锈工序,仅试验后临时吹干和防锈,从而导致部分阀门出现了局部锈蚀。因此,防锈规程遗漏了“ 当出现等待工序时,试验后的阀门仍必须及时开展清洗防锈”特殊情况规定。
3.2 缺少打磨防护要求
(1)查阅打磨防护规程文件
通过查阅相关资料了解到,在零件加工过程卡中有打磨工序要求,在《阀门清洁防污染规程》中对打磨工具的材料有具体要求。以上文件中均未涉及打磨时的防护要求。
(2)抽取阀门进行打磨防护试验验证
打磨操作试验描述
观察操作人员打磨过程,白布擦拭检查发现打磨时产生的粉末和铁屑会进入阀体通道内。
确认结果:零件加工过程卡和《阀门清洁防污染规程》中均未涉及打磨时的防护要求;并经试验验证,打磨过程中产生的粉尘和铁屑会进入阀门内腔,导致阀体通道产生锈蚀。
3.3 试验后阀门未规定摆放要求。
(1)查阅相关规程文件
通过查阅规程文件了解到,在清洗规程文件中,如图3.4所示。阀门压力试验后的清洗中规定,试验完成后应使阀门动作2-3次,清除填料部位积存的残留介质。阀门动作完成后,应使阀门在半开启状态静置4小时以上,静置时可使阀门倾斜、阀杆处于竖直或略微倾斜以利于残留介质充分流出。但是规程文件中并未规定在压力试验过后阀门摆放的要求。
图3.3 清洗工艺规程文件
(2)现场检查
现场检查发现试验后的阀门大量存在堆叠或倒立放置,按照清洗规程中的摆放规定更改摆放方式后,发现每台阀门的通道两端都有积水流出,白布擦拭检查阀体内腔已产生锈蚀,具体见图3.5。
图3.4 阀门现场检查验证情况
4 质量控制措施
根据对比和可行性的分析,制定了改进工艺措施(表4.1)
表4.1 改进工艺措施表
序号问题工艺措施目标
1防锈工艺规程要求漏项 1、升版防锈规程,增加试验后防锈即时性要求,并培训宣贯;
2、按照新的防锈规程要求实施和效果检查。试验后阀门100%按照即时性要求防锈
2缺少打磨防护要求1、增加打磨防护要求,出具规定并下发宣贯;
2、按照新的打磨防护要求实施和效果检查。打磨工序100%按照防护要求作业,保证内腔清洁度
3试验后阀门未规定摆放要求1、升版防锈规程,增加试验后阀门摆放要求,并培训宣贯;
2、设计、制作专用摆放架;
3、按照新的阀门摆放要求实施和效果检查。试验后阀门100%按照规定要求摆放,保证内腔无积水
-
 关于汽车的论文:多元线性回归分析在汽车制造企业供应商评价关于汽车的论文:多元线性回归分析在汽车制造企业供应商评价指标选择方面的应用 摘要:为了使汽车制造企业构建的供应商评价体系更加有效。把供应商
关于汽车的论文:多元线性回归分析在汽车制造企业供应商评价关于汽车的论文:多元线性回归分析在汽车制造企业供应商评价指标选择方面的应用 摘要:为了使汽车制造企业构建的供应商评价体系更加有效。把供应商 -
 消防论文:消防装备运行保障的问题、对策和措施消防论文:消防装备运行保障的问题、对策和措施 摘要:本篇 消防论文 首先分析探讨了当前消防装备运行保障的现状,并且根据如今消防装备运行保障所
消防论文:消防装备运行保障的问题、对策和措施消防论文:消防装备运行保障的问题、对策和措施 摘要:本篇 消防论文 首先分析探讨了当前消防装备运行保障的现状,并且根据如今消防装备运行保障所 -
 机械工程论文:基于PLC一体机的空气压缩机余热回收控制系统方本篇机械工程论文结合中小型企业的实际情况,采用PLC一体机系统作为控制系统,基本实现了设计成本低、控制可靠、系统维护方便、节能效果明显等几个
机械工程论文:基于PLC一体机的空气压缩机余热回收控制系统方本篇机械工程论文结合中小型企业的实际情况,采用PLC一体机系统作为控制系统,基本实现了设计成本低、控制可靠、系统维护方便、节能效果明显等几个 -
 建筑工程论文发表:海绵城市—道路与绿地空间透水模式的综合本篇建筑工程论文发表通过对海绵城市雨水管控的介绍,结合海绵城市建设技术指南的分析,引出道路空间、绿地空间雨水渗蓄、净化的重要性,总结出透
建筑工程论文发表:海绵城市—道路与绿地空间透水模式的综合本篇建筑工程论文发表通过对海绵城市雨水管控的介绍,结合海绵城市建设技术指南的分析,引出道路空间、绿地空间雨水渗蓄、净化的重要性,总结出透 -
 水利工程论文发表-提高水利工程施工管理质量,探讨水利施工的水利工程论文发表-提高水利工程施工管理质量,探讨水利施工的问题及改进措施 摘要:本篇 水利工程论文发表 主要讲水利工程施工质量对我国社会经济的
水利工程论文发表-提高水利工程施工管理质量,探讨水利施工的水利工程论文发表-提高水利工程施工管理质量,探讨水利施工的问题及改进措施 摘要:本篇 水利工程论文发表 主要讲水利工程施工质量对我国社会经济的
